


一分钟的时间,对于了解我们的管线管无缝钢管工厂直供产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:管线管无缝钢管工厂直供的图文介绍
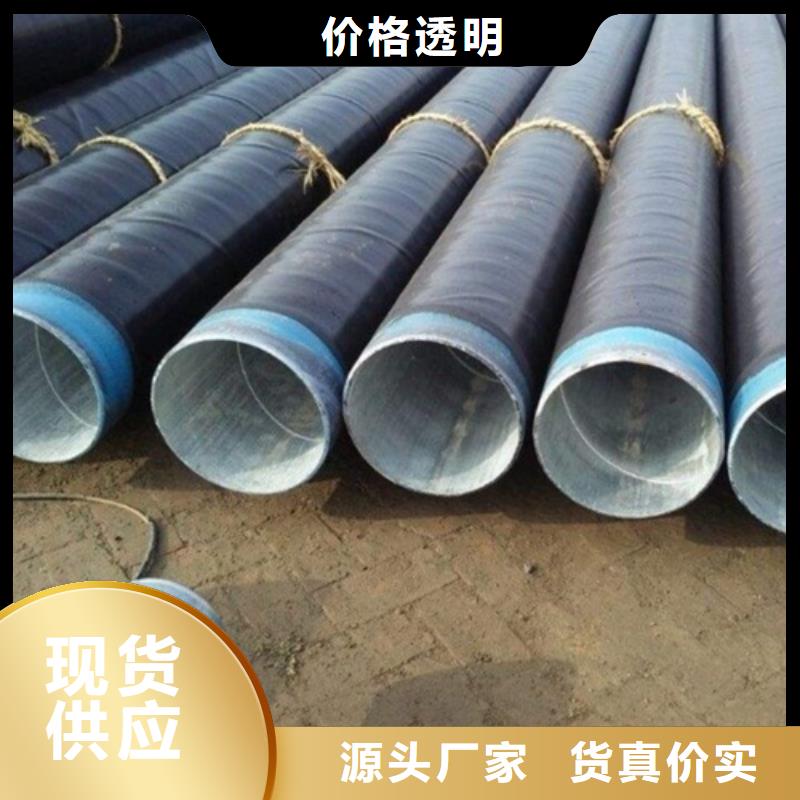
X52管线管连接方式为焊接,接箍连接,承插连接等,国内钢厂生产的X52管线管是把抽出地面的油,汽,水,通过管线管输送到石油和天然气工业企业。X52管线管包括无缝管和焊接钢管,其管端有平端,带螺纹端和承口端;API 5L管线钢无缝钢管,无缝钢管管线钢材质:GR.B,X42,X46,52,X56,X60,X65,X70。其连接方式为焊接,接箍连接,承插连接等。 现代管线钢属于低碳或超低碳的微合金化钢,是高技术含量和高附加值的产品,管线钢生产几乎应用了冶金*域近20多年来的一切工艺技术新成就。管线工程的发展趋势是大管径、高压富气输送、高冷和腐蚀的服役环境、海底管线的厚壁化。 因此现代管线钢应当具有高强度、低包申格效应、高韧性和抗脆断、低焊接碳素量和良*焊接性、以及抗HIC和抗H2S腐蚀。*化的生产策略是进步钢的洁净度和组织均匀性,C≤0.09%、S≤0.005%、P≤0.01%、O≤0.002%,并采取微合金化,真空脱气+CaSi、连铸过程的轻压下,多阶段的热机械轧制以及多功能间歇加速冷却等工艺。



管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。



鹏鑫钢铁有限公司位于山东聊城经济开发区武夷山路,交通十分便利。我厂从事 山东枣庄无缝钢管的研发、生产、施工。通过多年来的不断创新和发展,产品已形成高品质的 山东枣庄无缝钢管系列,更有一支的技术队伍和生产队伍。我厂产品质量稳定、信誉良好。我厂始终坚持诚信务实的经营宗旨,把客户的要求放在重要位置,以优质的产品、完善的服务与各界新老朋友真诚合作、共同发展、共创辉煌!



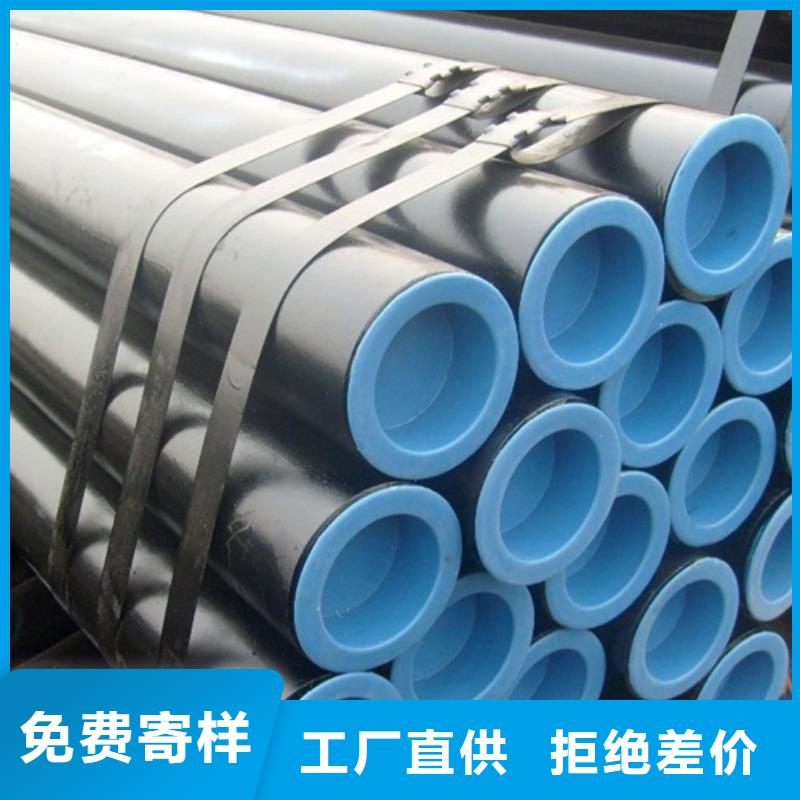
L245N管线管激光切割方法 L245N管线管是用不锈钢铸件或耐磨橡胶精轧管经破孔制成毛管,接着经热扎、冷轧或冷拨制成。L245N管线管光纤激光切割的形式有很多种多样。下面为大伙儿详解广泛的L245N管线管激光切割方法。 1运用数控锯床。数控锯床的特征是伤口齐整方便快捷与施工工地电焊焊接,缺点是效率高太低,也就是比较慢。 2、运用人气力光纤激光切割。特点是快,效率高,缺点是割出入口的表面呈现锯齿形模样,防碍与建筑施工。 3、运用管道行走式自动切割机。运用管道行走式自动切割机的特征是耗费划算,割出入口光滑齐整,经历运用管道行走式自动切割机光纤激光切割以后无缝拼接L245N管线管的不锈钢板材L245N管线管和运用数控锯床的割口沒有较大的区别。


